Расточка блоков цилиндров: восстановление геометрии и долговечности двигателя
Почему выбирают Savamotor
- ✓ Высокоточное оборудование и измерительный контроль на каждом этапе.
- ✓ Плосковершинное хонингование: правильная “сетка” для удержания масла.
- ✓ Минимально необходимый съём металла — сохраняем ресурс блока.
- ✓ Гарантия на точность и т.у. выполненных работ.
Что такое расточка блока цилиндров
Расточка блоков цилиндров — это одна из ключевых операций капитального ремонта двигателя, от точности выполнения которой напрямую зависит его мощность, ресурс и отсутствие расхода масла. В компании Savamotor мы превращаем эту сложную инженерную процедуру в надежную основу для восстановления работоспособности вашего мотора. В этой статье мы подробно расскажем, что такое расточка блоков цилиндров, когда она необходима и как мы обеспечиваем качество работ.
Расточка блока цилиндров — это высокоточная механическая обработка внутренних стенок цилиндров на специальном оборудовании (расточном станке). Цель операции — удалить следы износа, задиры, эллипсность и конусность, выровнять оси цилиндров и привести их диаметр к строго заданному размеру под установку новых поршней и поршневых колец ремонтного размера.
Проще говоря, мы создаём новую идеально ровную поверхность внутри цилиндра — это фундамент для правильной сборки двигателя, стабильной компрессии и нормальной работы поршневой группы.
Когда нужна расточка блока цилиндров
- ! Расход масла более 0,5л на 1000 км (при исключении внешних течей и прочих причин).
- ! Падение компрессии и мощности, нестабильная работа двигателя, дымность.
- ! Задиры/царапины на стенках цилиндров после перегрева или масляного голодания.
- ! Капитальный ремонт, последствия заклинивания поршня или повреждения шатуна.
Как проходит расточка у нас
- 1
Дефектовка и мойка — блок моется щелочным р-ром, оценивается износ, по запросу — проверка на трещины.
- 2
Точная установка на станок — выверка и правильное базирование.
- 3
Расточка — доводим цилиндры до ремонтного размера.
- 4
Хонингование — формируем рабочую поверхность и “сетку” для смазки и теплоотвода. Под конкретные поршни делаем финишный тепловой зазор.
- 5
Производим кранцевание — каждый цилиндр обрабатывается специальными щетками для высвобождения от абразива открываемых при хонинговании графитовых жил.
Почему нам доверяют
с гарантией
Стоимость расточки
| Тип двигателя | Цена за цилиндр |
|---|---|
| Отечественные легковые | от 1 500 ₽ |
| Иномарки легковые | от 2 000 ₽ |
| Грузовые | от 2 500 ₽ |
Точная цена зависит от состояния блока и ремонтного размера. Итог — после замеров.
Часто задаваемые вопросы
Не откладывайте ремонт: изношенный блок часто приводит к цепочке дорогих поломок. Оставьте заявку — мы проведем бесплатную консультацию и согласуем оптимальный порядок работ.
Статья "Расточка блоков цилиндров: восстановление геометрии и мощности двигателя", подробно
2. Падение компрессии. Низкие показатели указывают на неплотное прилегание колец к стенкам и-за износа. Об этом говорит и замер компрессии с добавлением масла
3. Синий дым из выхлопной трубы. Характерный цвет масляного чада.
4. Высокое давление картерных газов. Прорвавшиеся через изношенные кольца газы выдавливают масло через щуп или сапун.
Этапы профессиональной расточки в Savamotor
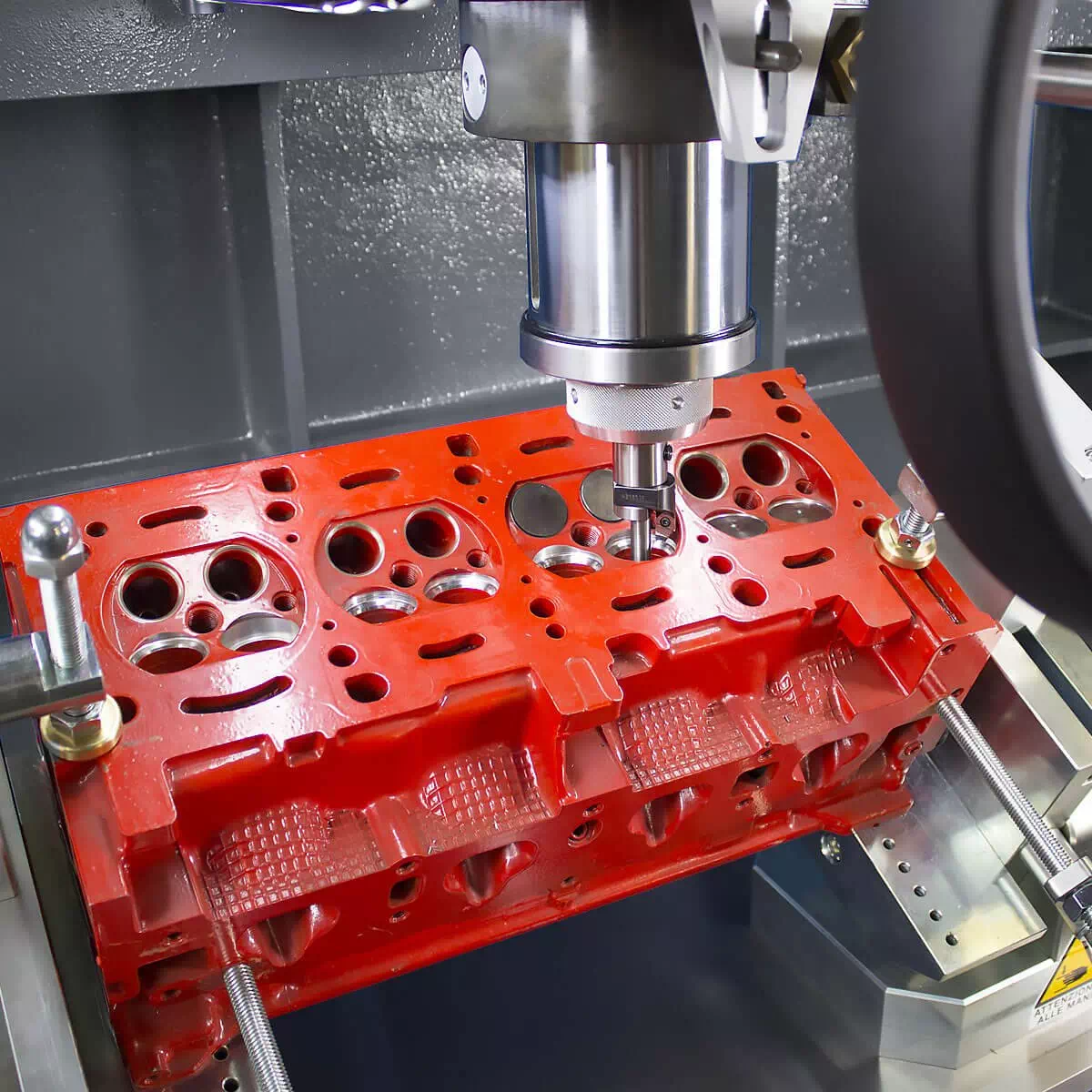
Блок цилиндров поступает в цех, проходит визуальный осмотр и предварительные замеры. Затем следует тщательная мойка в моющей камере с водно-щелочным раствором и очистка от масла, нагара и отложений. По запросу - опрессовка для выявления трещин. Расточка блоков цилиндров не начнется, если мы убедимся в негерметичности рубашки охлаждения.
Нутромером и микрометром определяются фактические размеры, эллипс и конусность. На основе этих данных рассчитывается припуск на обработку и подбирается ремонтный размер поршней.
3) Подбор ремонтных поршней и колец.
Крайне важно подобрать поршнекомплект, точно соответствующий модели/версии мотора. Он должен быть нужного ремонтного увеличения, правильного конструктива, регламентированного сплава и материала колец. Предложим поршневую оптимального соотношения цена/качество - с нашего склада.
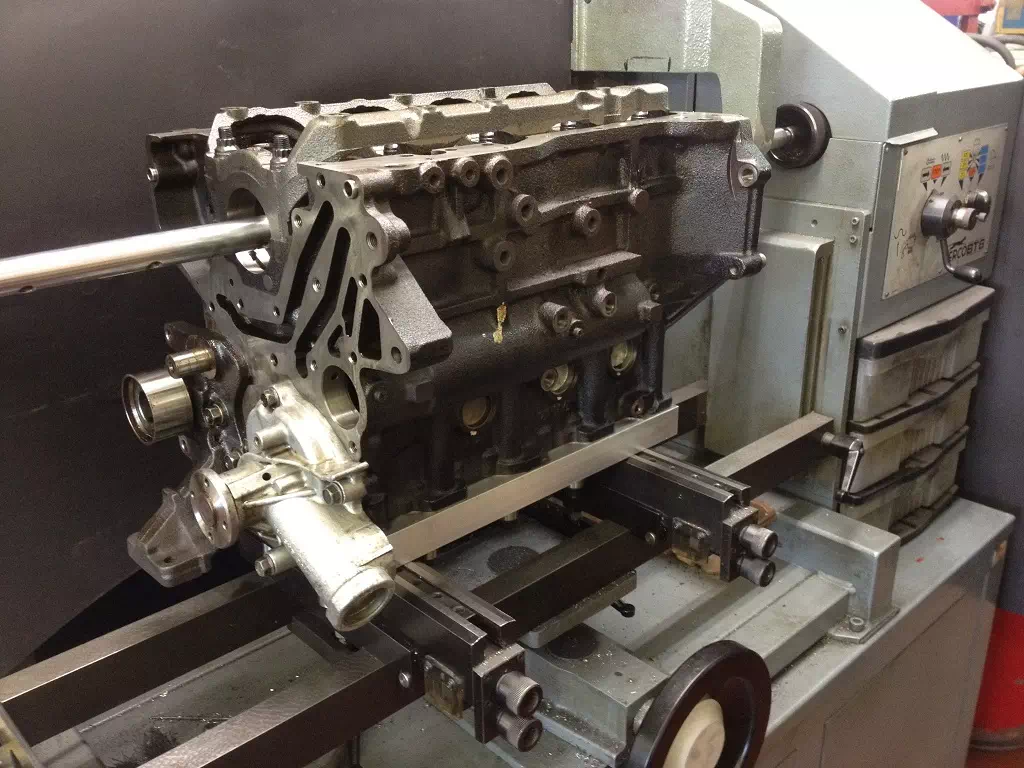
Ответственный момент. Блок тщательно зачищается по "базе" и устанавливается на столе расточного станка строго параллельно оси коленвала и перпендикулярно оси вращения шпинделя. Ошибка базирования в 0,01 мм приведет к перекосу поршня и быстрому износу.
2-ступенчатая операция, формирующая микрорельеф стенок. Хонинговальная головка с корундовыми абразивными брусками совершает возвратно-поступательное и вращательное движение, создавая на стенках сетку рисок под углом 45-60 градусов. Эта сетка удерживает масло, необходимое для смазки колец и поршня. Качество хонингования напрямую влияет на приработку КШМ двигателя и расход масла в дальнейшем.
7) Финишное кранцевание.
Цилиндры обрабатываются специальными щетками для высвобождения от абразива сетки хона и открываемых в чугуне при хонинговании графитовых жил. Точно как на автозаводе.
Проводится контрольный замер геометрии тарированным измерительным инструментарием.
9) Мойка после расточки блока цилиндров.
По запросу заказчика, или в случае нашей сборки мотора, после механической обработки блок тщательно промывается в промышленной моечной машине для удаления абразивной пыли и стружки.
Важно! Наша мойка блока цилиндров для сторонней сборки не освобождает моториста от самой тщательной ручной очистки цилиндров от остатков абразива!
· Опрессовка.
По запросу проводится до расточки, чтобы исключить скрытые трещины или свищи. И после расточки - рекомендовано в случае проведения гильзовки (например, одного цилиндра и последующей расточки всех).
· Гильзовка.
Если стенки цилиндра имеют глубокие задиры, раковины кавитации или износ превышает последний ремонтный размер, выполняется гильзовка — установка новой тонкостенной гильзы с последующей расточкой. Как правило, может проводиться и на одном цилиндре при условии последующей расточки его и всех остальных в ремонтный размер. В случае V-образного блока цилиндров - с последующей расточкой загильзованного цилиндра и всех соседних по одной стороне развала. При отсутствии возможности последующей за гильзовкой расточки в ремонтный размер необходимо гильзовать весь блок цилиндров или минимум всю сторону. Во избежании заклинивания поршней в соседних с загильзованным цилиндрах.
· Фрезеровка плоскости блока.
Деформация привалочной плоскости часто сопровождает износ цилиндров. Восстановление геометрии плоскости блока (для герметичности прокладки) желательно в профилактических целях и обязательно после перегрева мотора. Производится совокупно с фрезеровкой головки блока.
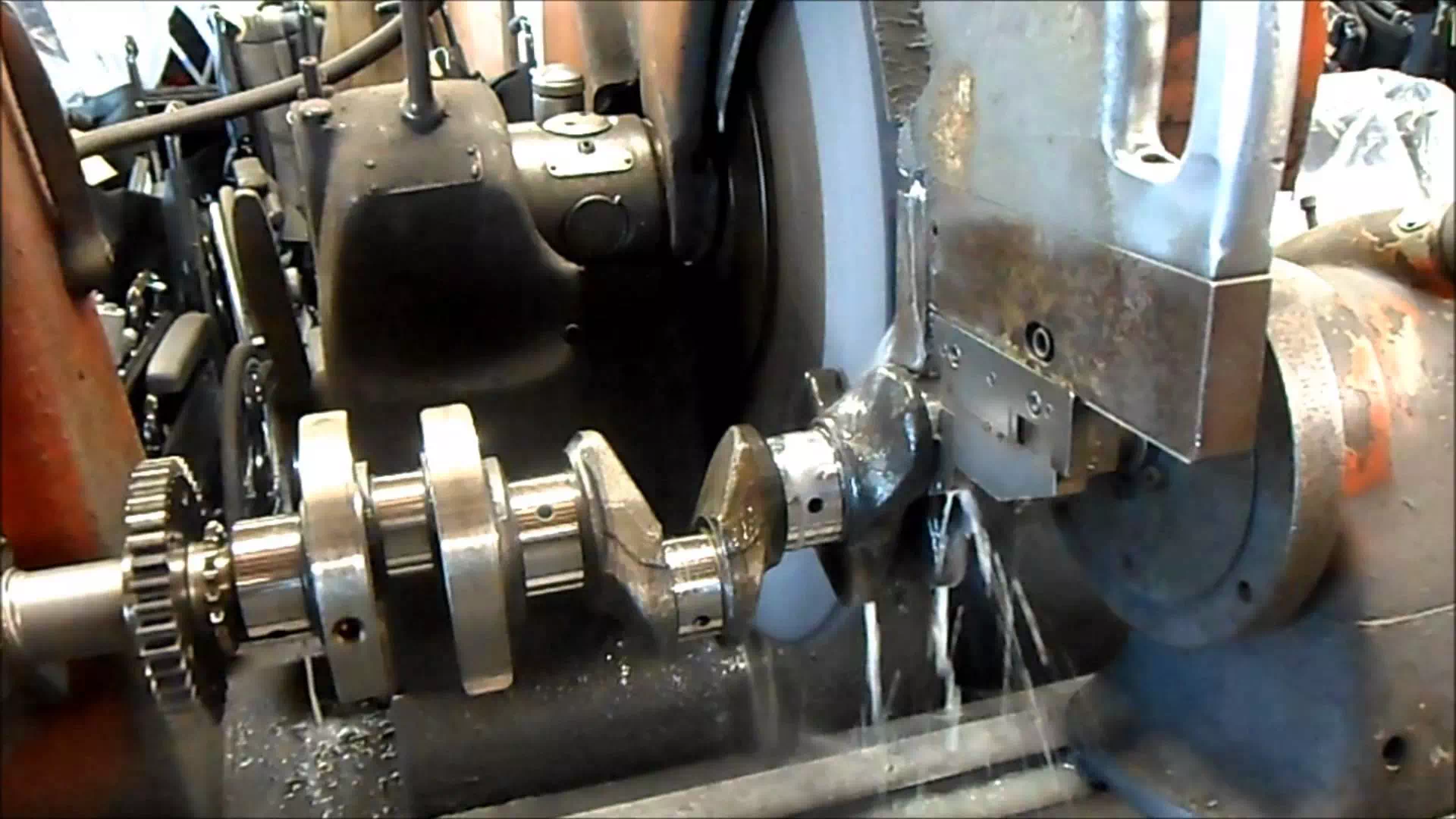
· Расточка постели коленвала.
Если блок подвергался перегреву, маслянному голоданию, геометрия коренных опор может быть нарушена. Этот дефект устраняется расточкой постелей с последующей установкой коренных вкладышей: стд. или, реже, ремонтных (по-наружному d-ру). Такие вкладыши мы предложим из наличия с нашего склада.
· Сборка.
Тщательная подготовка отремонтированного блока цилиндров и сборка двигателя до заказанной комплектности в нашем Моторном центре. С безукоризненным соблюдением тех условий завода-изготовителя. Также с установкой на автомобиль.
Капремонт двигателя в нашем Моторном центре дает гарантию на послеремонтный пробег.
- Повышенный расход масла и масложор из-за неправильного хона.
- Поломка перегородок между цилиндрами из-за вибраций при резании.
Оптимальный подбор поршней, колец и др. деталей двигателя в компании Savamotor избавит от покупки низкокачественных недолговечных поделок.
Информация по теме