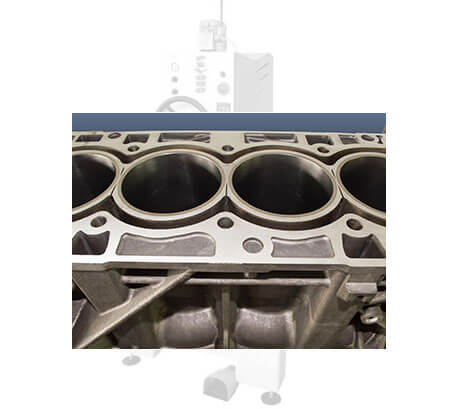
Станочные работы Savamotor • хонингование и финишная обработка цилиндров
Восстанавливаем идеальную геометрию и микрорельеф стенок цилиндров. Обеспечиваем правильную приработку колец, стабильную компрессию и ресурс двигателя без масложора. Допуск плоскостности 0.01 мм, шероховатость Ra 0.2 мкм.
- Точность до 0,01 мм
- Плосковершинное хонингование
- Срок от 1 рабочего дня
- Безалмазные бруски SUNNEN, США
- Финишное кранцевание
Свяжитесь с нами сейчас, зафиксируйте Вашу приветственную скидку -5%!
Для быстрого расчёта: модель двигателя, количество цилиндров, описание проблемы — масложор, задиры, падение компрессии.


10% скидка на сборку низа ДВС в нашем Моторном центре!
Хонингование блоков цилиндров — это одна из ключевых операций капитального ремонта двигателя, от точности выполнения которой напрямую зависит его мощность, ресурс и отсутствие расхода масла. В компании Savamotor мы превращаем эту сложную инженерную процедуру в надежную основу для восстановления работоспособности вашего мотора. Также предлагаем расточку блоков цилиндров и шлифовку ГБЦ.
Когда хонингование цилиндров действительно необходимо
Восстановление зеркала цилиндров — обязательная процедура при любом капитальном ремонте двигателя с заменой поршневых колец. Хонингование производится под установку новых (или исправных старых) поршней и новых поршневых колец без изменения текущего номинала. В некоторых случаях хонингование помогает без расточки удалить незначительные следы износа, задиры, эллипсность и конусность, приводя зеркала цилиндров в рабочее состояние. Рекомендуем предварительно пройти опрессовку блока для выявления скрытых дефектов.
Совет мастера: На "лысых" цилиндрах не пытайтесь обойтись без хонинга — одна лишь замена колец не уберет масложор. Только профессиональное хонингование на станке с правильными хонбрусками и режимами как на автозаводе. Не экономьте на обработке зеркала с полустертой сеткой хона. Обращайтесь в проверенные моторные центры для ремонта двигателя.
Почему хонингование доверяют профессионалам Savamotor
Оборудование Sunnen
Работаем на хонинговальных станках с американскими корундовыми брусками Sunnen. Два этапа: грубая и чистовая обработка, финишное кранцевание щетками для открытия графитовых жил чугуна.
Плосковершинный хон (Plateau honing)
Создаем микрорельеф с плоскими вершинами и впадинами для удержания масла. Оптимальная приработка колец и минимальный расход масла с первых километров.
Безалмазное хонингование
Применяем корундовые бруски, а не алмазные. Тем самым исключаем вдавливание алмазной крошки в стенки цилиндра. Хонингованный цилиндр не работает потом как абразивная «алмазная терка» для колец.
Минимальный съём металла
Снимаем ровно столько, сколько нужно для восстановления сетки хона. Сохраняем ресурс блока и допуски на поршневую группу.
Гарантия на работы
Гарантируем точность геометрии, угол сетки хона (45–60°) и шероховатость (Ra). Контроль — Иванов В.Ю., технолог с 18-летним стажем.
Солидарная ответственность
Поможем подобрать поршни и кольца с нашего склада. При покупке комплектующих у нас — солидарная ответственность на весь узел.
Как проходит хонингование блока цилиндров
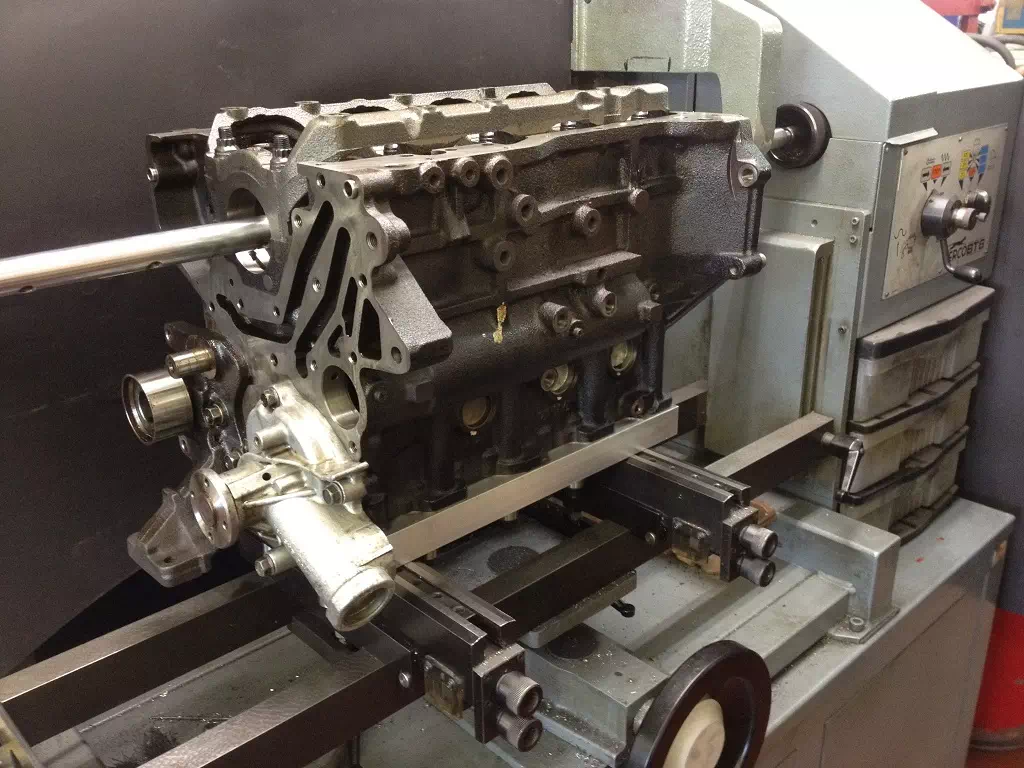
Мойка и дефектовка
Блок моется щелочным раствором, оценивается износ, по запросу — опрессовка и проверка на трещины. Замеряются цилиндры, определяется состояние хона, эллипсность и конусность.
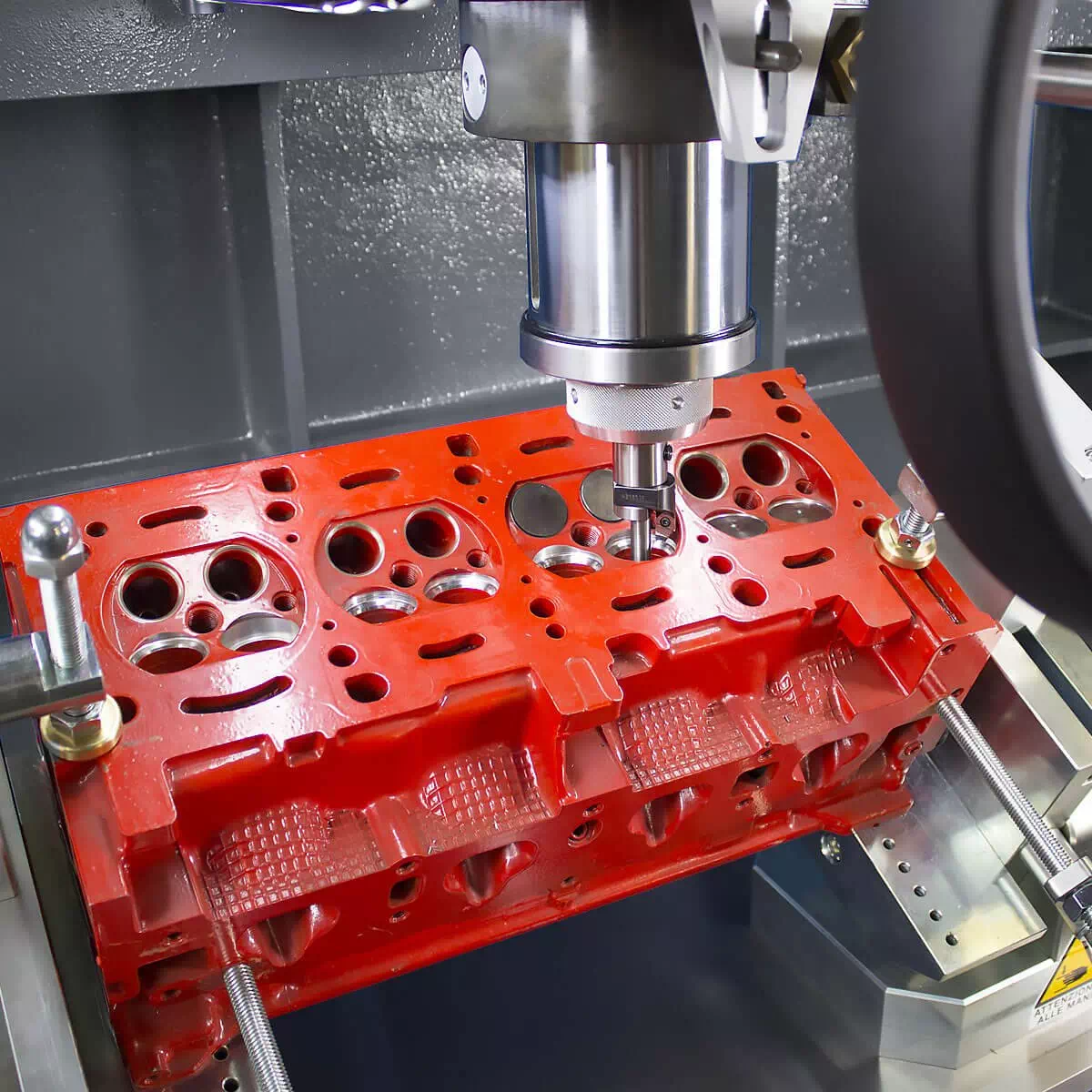
Точное базирование
Устанавливаем блок на станок с выверкой относительно оси коленвала и плоскости. Исключаем перекос — основа точности.
Хонингование
Американскими специализированными хонбруками формируем хон. Создаеся сетка с углом 45–60° и открываются графитовые жилки чугуна цилиндра - все для удержания пленки масла на стенках.
Кранцевание и финальный контроль
Финишная обработка специальными щетками для высвобождения от абразива сетки хона и графитовых жил (правильно открытые работают как губка для масла). Финальные замеры нутромером.
Реальные примеры из практики
BMW N46 (2.0), масложор 1л/1000км
Проблема: синий дым, масло на свечах, компрессия 9-10-8-9 бар.
Диагноз: эллипсность 0,03 мм, хон затерт, кольца изношены.
Решение: хонингование, замена колец. Хонинг произведен профессиональными брусками SUNNEN.
Результат: масложор ушел, компрессия 12-12-12-12 бар.
УАЗ (двигатель ЗМЗ-409)
Проблема: потеря мощности, расход масла, стук поршней при перекладке.
Диагноз: износ цилиндров более 0.10мм, требовалась расточка.
Решение: расточка + хонингование под ремонтные поршни. Финишное кранцевание.
Результат: двигатель работает штатно, тяговито, пробег 30 000 км без нареканий.
Все кейсы — из реальной практики. По запросу можно обсудить аналогичный случай по вашему двигателю.
Почему с нами стоит работать
Преимущества работы с Savamotor
Рассчитайте стоимость хонингования
Выберите тип автомобиля, категорию обработки и количество цилиндров — калькулятор покажет ориентировочную цену хонингования блока.
Стоимость хонингования
Отзывы клиентов
Клиенты отмечают точную геометрию после хонингования, грамотную консультацию по подбору колец и понятную коммуникацию по срокам.
Читать отзывыЧасто задаваемые вопросы
Нужно ли покупать поршни и кольца заранее?
Нет. До замеров и дефектовки это преждевременно. Мы поможем подобрать правильный размер, предложим поршни и кольца с нашего склада. При покупке у нас — солидарная гарантия.
Сколько времени занимает хонингование?
От 2 рабочих дней. Срочность — по согласованию.
Есть ли гарантия на хонингование?
Да. Гарантируем точность геометрии, угол сетки хона и шероховатость. На выходе — идеальные зеркала цилиндров для правильной работы колец.
Чем отличается хонингование от расточки?
Расточка — обработка резцом, увеличивающая диаметр под ремонтные поршни. Хонингование — финишная операция, создающая микрорельеф. При капремонте м.б. как только хонинг, так и то, и другое.
Что будет, если просто заменить кольца на цилиндрах без нормального хона?
Новые кольца сразу начнут изнашиваться на «стекловидных» стенках, не удерживающих пленку масла. Масложор не уйдет, или может начаться, если даже его не было. На "лысых" цилиндрах обязательно хонингование, а при критичном износе - сначала расточка.
Можно ли хонинговать алюминиевые блоки с покрытием (Nikasil, Alusil)?
Да, но по особой ремонтной технологии, которая сейчас имеется только за рубежом. У нас есть успешный опыт работы с такими блоками путем их гильзовки чугунными гильзами. Уточняйте по телефону.
Взаимосвязь со шлифовкой плоскости блока
Прямой зависимости нет, но, например, "прихваты" на поршнях указывают на случавшийся перегрев мотора. А после перегрева и деформации привалочной поверхности — обязательная шлифовка плоскости блока вкупе с хонингованием.
Почему вы используете безалмазные бруски Sunnen?
Алмазная крошка вдавливается в стенки и работает потом как "терка", убивая кольца. Корундовые бруски Sunnen совместно со щетками Sunnen дают чистый хон без внедренных микрочастиц. При соблюдении правил подготовки цилиндров к установке в них поршневой - это максимальный ресурс и нулевой масложор.
Почему геометрия и микрорельеф цилиндров так важны
Как правильный хон влияет на ресурс двигателя
Даже идеальные поршни и кольца на полустертом хоне в цилиндрах не будут нормально работать. Масляная пленка не удерживается, происходит сухое трение, перегрев и задиры. Задача хонингования — создать масляную пленку и обеспечить приработку при обкатке, в дальнейшем - смазку и штатный отвод тепла от поршней и колец.
Плосковершинное хонингование (plateau honing) с финишным кранцеванием дает оптимальное соотношение площади контакта и маслоудержания. Неправильный хон или кустарная обработка — гарантия масложора, перегрева ЦПГ и скорой поломки двигателя.
Часто ищут
Принимаем блоки в цехах на м.Беговая (СЗАО) и м.Аминьевская (ЮЗАО). Работаем с клиентами из Москвы и области. Для автосервисов бесплатный вывоз и доставка (от минимального объема).
Свяжитесь с нами
+7 (901) 517-68-61 (Max) — м. Беговая (СЗАО)
+7 (985) 922-97-42 (Telegram, Max) — м. Аминьевская (ЮЗАО)
Все контакты и схема проезда на Яндекс КартахВсе станочные работы: диагностика двигателя | расточка блоков | гильзовка | шлифовка ГБЦ | шлифовка коленвала | опрессовка
Связаться с нами
Выберите удобный адрес
+7 (901) 517-68-61м. Беговая (СЗАО) +7 (985) 922-97-42м. Аминьевская (ЮЗАО)